Alipaineinjektio
Alipaineinjektiossa kappale valmistetaan avoimella muotilla. Toinen muottipinta korvataan alipainesäkillä tai joustavalla muottipuoliskolla. Perusmenetelmässä hartsi imetään lujitteisiin alipaineen avulla. Injektiota voidaan joissakin tapauksessa nopeuttaa ylipaineella. Ylipaineen on luonnollisesti oltava itseisarvoltaan pienempi kuin alipaineen, jotta menetelmä toimisi. Hartsin virtausta voidaan edistää erillisillä hartsinjohtokerroksilla, erikoislujitteilla ja kerroslevyrakenteissa myös ydinaineen urituksilla. Hartsinjohtokerroksina käytetään erilaisia verkkoja. Erikoislujitteissa esimerkkejä ovat yhdistelmälujitteet, joissa normaalien lujitteiden lisänä on hartsia hyvin johtava huopakerros.
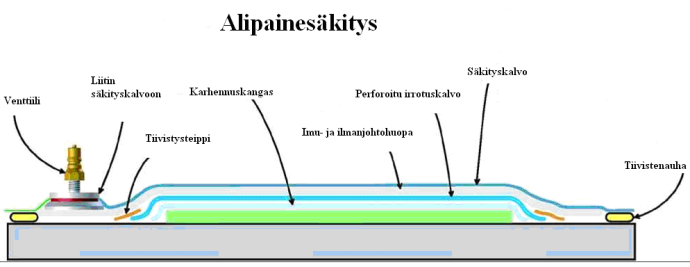
Alipaineinjektiomenetelmän periaate on esitetty alla olevassa kuvassa. Mikäli tuotteen molemmat pinnat halutaan sileiksi tai sarjasuuruus on riittävä, voidaan alipainesäkki korvata joustavalla muottipuoliskolla, johon on usein yhdistetty myös hartsinjohtokanavat ja muottien reunatiivistykset. Joustava muotti valmistetaan tavallisesti elastomeerista tai lujitemuovista.
Kalvoinjektiossa matriisimuovi on kalvona yhtenä kerroksena muotin pinnalla tai kerroksittain kuivien lujitekerrosten välissä. Hartsi on puolikovassa B-tilassa, joten se täytyy lämmittää juoksevaksi ennen varsinaista injektointia. Hartsi virtaa lujitteisiin lähinnä paksuussuunnassa. Menetelmän etuna onkin erittäin lyhyt virtausmatka.
Injektiomenetelmät ovat käsin laminointiin verrattuna nopeampia ja niiden toistettavuus on parempi. Prosessit ovat myös suljettuja, jolloin haihtuvia aineita ei leviä työympäristöön. Lujitteiden asettelu muottiin on suhteellisen helppoa, koska käsiteltävinä ovat kuivat lujitteet. Tarvittaessa lujitekerrokset sidotaan toisiinsa mekaanisesti tai sideaineella, esimerkiksi spray-liimalla. Alipaine – ja kalvoinjektion etuna paineinjektioon verrattuna on mahdollisuus käyttää hinnaltaan edullisia avomuotteja.